



 Copy to clipboard
Copy to clipboard 
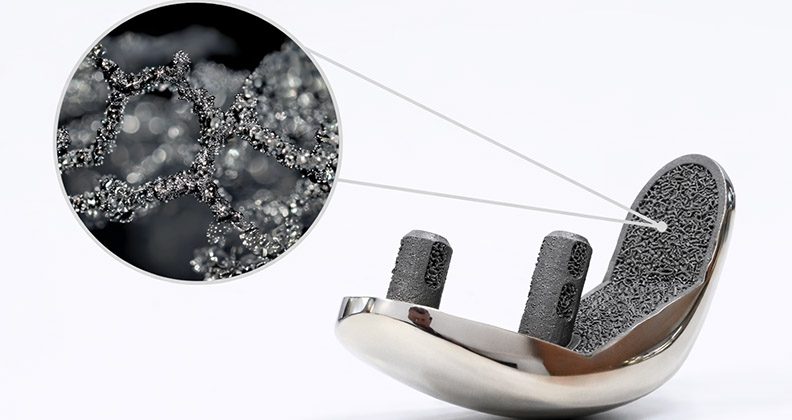
Additive manufacturing is changing how orthopedic implants are designed. Instead of relying on fully solid structures, engineers can now build implants with complex internal architectures that increase surface area, promote osseointegration and vascularization, and support biologic fixation — all without sacrificing mechanical strength.
“Lattices are generally used to solve a combination of clinical and engineering challenges that are difficult to address with fully solid implants,” said Daniyal Shoukat, Ph.D., Additive Manufacturing Engineer at ARCH Medical Solutions. “Clinically, the main objectives are to promote osseointegration and vascularization for bone ingrowth, which are critical for long-term implant stability.”
That clinical benefit becomes especially important in demanding use cases, such as joint replacement revision involving poor bone quality.
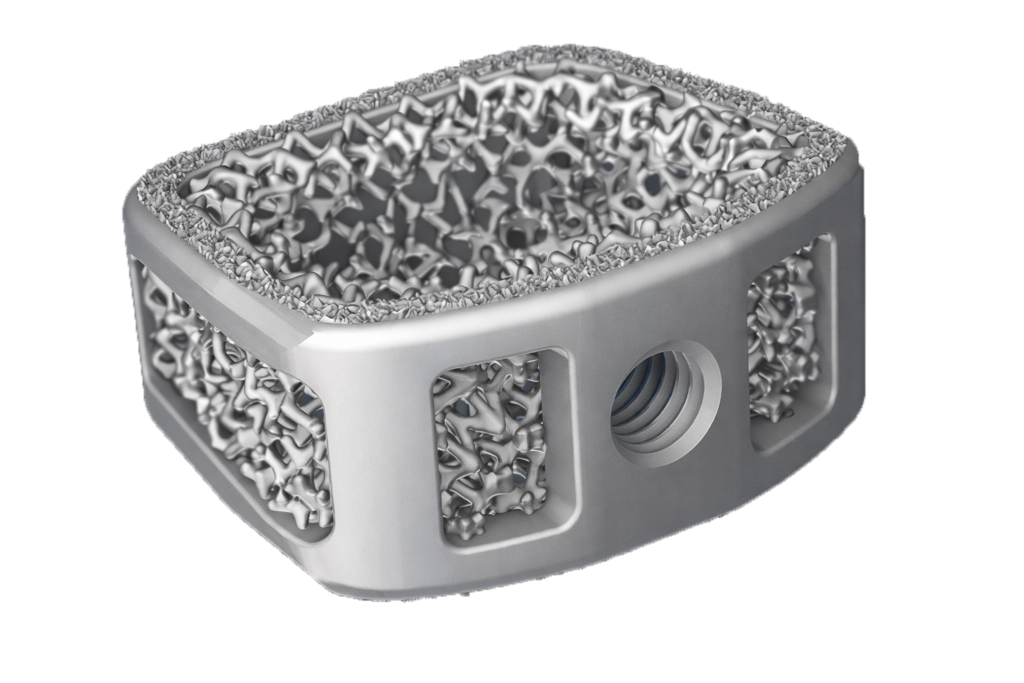
In spine applications, lattice-based designs are employed to address fusion performance and manage implant stiffness.
“Clinical success of interbody fusion implants can be associated with faster fusion, while maintaining disc space height and reducing the risk of significant implant subsidence,” said John Parry, Head of Product Development at Silony Spine. “Lattice-based designs offer a way to help reduce implant stiffness and the risks associated with stress shielding.”
Across several applications, additive manufacturing allows engineers to enhance implant architecture, stiffness, porosity and load distribution. The impact is shifting implant design away from constraints imposed by subtractive manufacturing, leading to more personalized devices, improved long-term fixation and better patient outcomes.
Improved Performance
Lattice structures offer a way to address a longstanding engineering challenge in orthopedics.
“Lattices are often used to reduce the stiffness of metallic implants so that load is transferred more naturally to the surrounding bone,” Shoukat said. “That helps mitigate stress shielding and facilitate bone regeneration, while still remaining mechanically stable under load-bearing applications.”
Sean McConnell, NPI and Engineering Manager at Croom Medical, added that additive manufacturing allows design engineers to tune lattice density within a single implant.
“You can mitigate stress shielding by having a varied structure,” he said. “It’s helpful in areas where you want denser or less lattice to enable the forces to be pushed differently through a patient-specific implant.”
In application-specific designs, those engineering principles are often adapted to meet the unique biomechanical demands of different anatomies.
Parry said Silony Spine approached lattice development by applying tissue scaffold principles to the company’s existing interbody platform. STALIF is an integrated interbody device platform designed for a less invasive single-incision surgery and to provide support for an anterior column fusion. It also enables surgeons to restore disc height and correct sagittal balance without the need for additional fixation.
“Our goal was to introduce tissue scaffold concepts to iterate and improve on the existing STALIF platform, which complies with Wolff’s Law of bone healing (bone remodels and adapts to the mechanical stresses placed upon it),” he said. “Porosity can help optimize implant designs by providing more scope for engineering tissue, as lattice designs mimic tissue scaffolds.”
Achieving the right balance between mechanical integrity and biologic performance requires careful selection of lattice parameters. In practice, pore architecture needs to do more than encourage bone ingrowth; it also must be manufacturable and easily cleaned during post-processing.
“Mechanically, we evaluate whether the selected strut thickness and cell geometry are sufficient to support the expected loads, which is evaluated using compression testing or fatigue testing,” Dr. Shoukat said. “Biologically, pore size must be large and open enough to support bone ingrowth and vascularization.”
McConnell said Croom typically targets porosity levels between 50% and 80%.
“That helps balance mechanical strength, bone ingrowth potential and fatigue,” he said. “For pore size, we typically focus on the 300- to 700-micron range to optimize vascularization and osteoblast migration.”
Parry said Silony Spine explored matrix porosity options from 40% to 80% during development of the company’s titanium FLX platform.
“Bone in-growth is known to depend on pore size,” he said. “Our goal was to develop a unique lattice that was highly attractive to bone cells.”
Cell geometry also influences how forces move through the implant.
“We usually use diamond or gyroid structures to enable isotropic mechanical behavior and efficient load transfer,” McConnell said, noting that designs are adjusted based on implant location and expected loading conditions.
At Silony Spine, the FLX platform is built on a rhombic dodecahedron unit cell.
“We used a combination of extensive Finite Element Analysis and testing to progress design iterations,” Parry said. “Optimization was possible using a hybrid exoskeleton design with a lattice scaffold.”
FLX implants include a solid exoskeleton for added strength, along with a proprietary lattice scaffold designed to have a stiffness similar to bone.
Cleaning and Post-processing
During laser powder bed fusion (LPBF) printing methods, implants are built layer by layer from fine metal powder and any unmelted powder that remains trapped inside internal lattice features must be fully removed during post-processing.
Croom and ARCH engineers pointed to cleaning and powder removal as areas that can quickly limit the aggressiveness of a lattice design.
“Open and interconnected pores are essential not only for osseointegration, but also for achieving a clean lattice with low trapped powder, low particulates and low bioburden,” Dr. Shoukat said. “We have performed cleaning validations on lattice structures to confirm sufficient powder removal from internal features.”
Pore size is one of the main drivers. If the lattice runs into an implant wall and creates blind features, powder removal becomes much more difficult as you go deeper into the device.
ARCH’s in-house capabilities play a role in managing those risks.
“An important part of this capability is that we have additive manufacturing and post-processing operations under one roof,” Dr. Shoukat added. “In addition to additive, we utilize post-processing methods such as K-Burr blasting, bead blasting and titanium blasting to support powder removal and lattice cleaning.”
McConnell noted that the importance of post-processing part cleaning is often underestimated and something more OEMs should consider when designing their lattices.
“You can design a lovely lattice that prints beautifully, and then you struggle to validate cleaning because you can’t remove the powder,” he said. “Cleaning is a big consideration for very complex lattices.”
Purposeful Printing
At ARCH, both LPBF and electron beam melting (EBM) are used to produce complex lattice structures for OEM customers.
“EBM is well-suited for large lattices due to its elevated build temperatures, which reduce residual stress and distortion,” Dr. Shoukat said. “It also allows printing on sintered powder without support structures to reduce post-processing.”
He noted that laser-based systems offer advantages for more exacting features compared to EBM processes. “Direct metal printing creates higher feature resolution because of smaller powder size and tighter dimensional control, which can be advantageous for finer lattice geometries,” he added.
At Croom, LPBF is used across titanium, cobalt chrome and tantalum, with a focus on achieving fine lattice features and repeatable quality. The company has introduced Biofuse, a 3D-printed porous ingrowth platform manufactured using LPBF. Offered as part of the company’s additive manufacturing services, Biofuse supports orthopedic OEMs from concept development through scaled production.
The platform incorporates fully interconnected porous structures directly into the implant body, allowing precise tuning of pore size, porosity and lattice transitions. By printing dense and porous regions together in a single build, Biofuse enables optimized ingrowth performance while maintaining dimensional accuracy and simplifying manufacturing workflows.
Rather than relying on secondary surface treatments such as plasma spray coatings or laser texturing, which typically produce shallow or discontinuous porosity, Biofuse generates its porous architecture during the build process. This approach extends porosity beyond the surface, eliminates delamination-related risks, eliminates post-processing steps, and maintains mechanical integrity across complex geometries.
For OEMs, this translates into greater process consistency, smoother design transfer and a more reliable route to validated production.
“By printing lattice structures directly into the implant, we eliminate the need for coatings and additional machining,” McConnell said. “This simplifies the manufacturing process, protects structural integrity and helps our customers move from design to market more efficiently.
“Where the real skill comes in is creating a very fine lattice structure in a controlled way with zero porosity,” McConnell added. “That involves altering laser parameters to get the most out of the machine.”
Parry said Silony Spine developed an additive manufacturing process based on selective laser sintering to produce at scale. “The machine’s performance has been well established for producing volume and high-resolution devices,” he said.
Repeatability and Validation
Repeatability remains a central challenge in lattice manufacturing, particularly for high-mix or patient-specific implants. Tight process controls and validation are essential factors to consider on this front.
“Key controls include powder chemistry, layer thickness, beam density, scanning speed and build orientation, all of which influence strut formation and dimensional accuracy,” Dr. Shoukat said.
Parry said fatigue performance also remains a key engineering consideration in implant design. “Porous lattice designs are generally more complex structures and have higher associated risks that need to be mitigated with design optimization,” he said. “Typically, product failures are the result of brittle fracture.”
Mitigating those risks doesn’t stop at design. Manufacturing feedback and iteration play a critical role in translating lattice concepts into repeatable implants.
“It’s not that we get a model and the first print is perfect,” said Adam Ferreira, Additive Manufacturing Engineer at ARCH. “We’ll find broken struts and features out of tolerance. That’s where you adjust the model, change supports and reorient the part. Those editor builds are how you get to a stable process.”
McConnell said that Croom addresses variability testing during every build.
“Each one has worst-case coupons that we test for chemistry, metallurgy, tensile properties and porosity,” he said. “For parts with pore structures, we also produce porosity coupons to make sure what we built matches what we designed.”
Future Outlook
As 3D-printed lattices continue to evolve, the designs themselves are no longer the limiting factor to improved performance. Manufacturing discipline, validation and cleanliness are increasingly what determine whether a lattice design can move beyond the lab and into routine clinical use.
“Everyone’s perception is that 3D printing is so much faster [than subtractive manufacturing],” Ferreira said. “And it is, to some extent, but the whole process must go through the appropriate validations and controls.”
That becomes even more apparent when lattice designs move from concept into testing and validation. “Accurately predicting mechanical strength because of non-uniform surface area, inspecting internal lattice features and ensuring consistent powder removal across complex geometries are ongoing challenges,” Shoukat said.
“On a straight compression or ultimate strength test, lattice implants usually perform very well,” Ferreira added. “But fatigue testing is where you find the weakest point — and once that crack starts, it tends to propagate as testing continues.”
Advanced inspection tools may help address those gaps.
“As lattice designs become more aggressive, these challenges become more pronounced,” Shoukat said. “Advanced monitoring techniques such as CT scanning will be increasingly important.”
McConnell also pointed to regulatory acceptance as a key hurdle. “The macro implant might stay the same, but the lattice changes,” he said. “How do we work to get buy-in from regulatory bodies to allow us to use the technology to its fullest potential?”
Answering that question and continuing to push the boundaries of what’s possible in lattice designs that more closely match the structure and function of native bone are important clinical goals worth pursuing.



