Copy to clipboard
Copy to clipboard 
In each issue of BONEZONE Magazine this year, we’ll highlight orthopedic suppliers offering advanced capabilities that help OEMs develop and launch differentiating new products.
In this installment, we asked suppliers with inventive materials capabilities about their technologies, the ways they collaborate with OEMs to meet specific product needs and what the future holds for their companies in the materials science space.

Nanovis
Kreigh Williams, Director of R&D
Differentiating Material. Our nanoVIS Ti is the first nanotechnology surface for spine and orthopedic implants to receive FDA clearance, and more specifically, a nanotechnology designation. This designation was granted because the nanotubes are engineered between 1 nm and 100 nm and have demonstrated the ability to drive a biological response.
We have numerous in vivo and in vitro studies that show our technology’s ability to accelerate the healing process. We help the implant get to the same terminal fixation that it would normally achieve in a healthy and natural healing environment, but faster. If a patient has comorbidities or a challenging healing environment, accelerating osseointegration becomes even more important.
Another key advantage of our surface is its ability to recruit vasculature. This is especially important in areas such as the foot and ankle, where blood flow is often limited and healing can be more challenging.
Importantly, our nanofeatures, specifically nanotubes, are permanent. They do not degrade, wear off, or disappear over time. As a result, the biological activity of the surface remains intact for the life of the implant, continuing to support the healing environment as the patient recovers.
Customized Solutions. We’ve worked to make the adoption of our nanotechnology as seamless as possible. For instance, if you’re an engineer, it’s important to know we remove a negligible amount of material. So much so that we do not recommend any changes to geometries when adopting our technology.
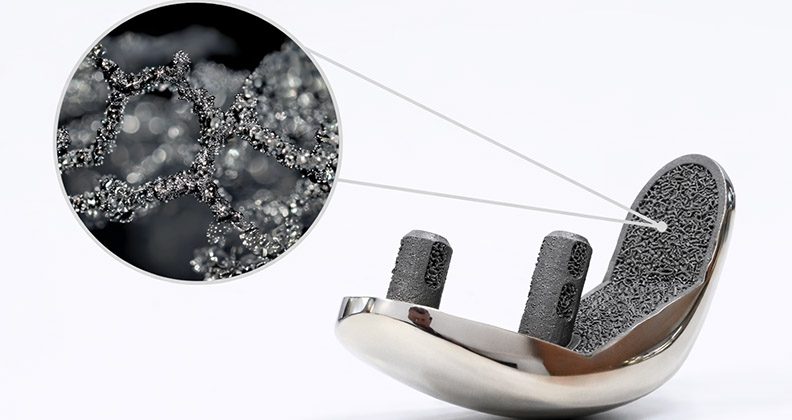
In that same vein, our dip process is perfect for complex geometries. We are the ideal match for 3D-printed geometries to help induce bone growth into and throughout the depths of your implant.
For supply chain teams, our process is simple. We operate as the final step before sterile packaging. Your implant comes to us as-is, we apply the nanotechnology and then send it to your selected packaging partner. We’re constantly working on reducing the friction of adoption and making it easy and cost-effective to partner with us to upgrade and differentiate your implants.
Consistent Quality. Our team has built a strong process to onboard a new implant system.
First, we gather as much information as possible about the implant, the supply chain that makes it and how it will be used. This helps us identify potential challenges early on. We can do this with a small amount of information and just a few sample parts.
Second, we focus on staying one step ahead of our customers. Nanovis was once an OEM, and our team has guided multiple products through FDA review and successful market launches. Because of this experience, we understand what our customers will need and when they will need it.
Bringing Value to OEMs. One of the strengths of working with the Nanovis team is that we bring experience from two sides of the industry.
We’ve built, cleared and launched fusion cages and pedicle screw systems. During that time, we earned 13 FDA clearances and brought multiple systems to market. Those systems have supported more than 7,500 surgeries and over 25,000 implanted devices. To date, there are no associated adverse events reported in the FDA MAUDE database.
What’s Next. We understand that there is no one-size-fits-all nanotechnology for today’s orthopedic and spine applications. Different anatomies, materials, manufacturing methods and patient needs continue to drive demand for new and different solutions. That’s why we continue to apply our expertise in inventing, developing and launching nanotechnologies. Our goal is to build a broad portfolio that addresses a wide range of implantable materials and patient needs.

Himed
Craig Rosenblum, President
Differentiating Material. Our hydroxyapatite (HA) serves as a stable and adaptable platform for advanced biomedical applications and our tricalcium phosphate (TCP) is a resorbable material, so it’s best suited for bone grafts, substitutes and bone fillers that promote natural bone regeneration.
What really differentiates our company is the ability to manufacture these materials and optimize their composition. We offer our experience and working knowledge of how those materials are best intended to be used.
Customized Solutions. We can adapt our materials in pretty much any way OEMs want. For example, we provide HA in forms ranging from powders to granules to discs, and even more intricate porous scaffolds suitable for an array of clinical needs. Similarly, there’s quite a range of forms that can be provided with TCP.
It all comes down to exploring the needs of our clients and understanding exactly what they’re trying to accomplish. Knowing whether they’re trying to produce a material with a higher level of resorption versus a higher level of stability will influence the TCP/HA ratio.
Consistent Quality. To provide quality and scalability, you first need to identify, on a smaller scale, the ability to produce specific materials. Some processes scale easily; others don’t. Scalability isn’t just about having the right equipment. It’s also about having the raw materials, the space and the logistics in place. And of course, it extends beyond that into things like tariffs, supply chains and broader global current events.
So, when you look at the development to commercialization process, we start small, prove consistency and quality, build a robust system and then scale thoughtfully.
Bringing Value to OEMs. For the most part, the materials that we manufacture haven’t fundamentally changed over our 35 years in operation. What has changed is how we manufacture them. But even more so, it’s about welcoming OEMs to approach us, recognizing a potential application and taking those developments from design through to launch.
We sit in planning meetings and brainstorm new materials that we want to promote. But ultimately, our success comes from having conversations with OEMs, understanding what they want and figuring out how we can meet their needs with a new application of existing material or the development or modification of a new one.
What’s Next. Certainly, PEEK applications have been on the rise, and we’re having a lot of good conversations about ways to incorporate our materials into PEEK.
Right now, we’re working closely with several partners through our Bioceramic Center of Excellence to develop next-generation materials, and my hope is that these opportunities continue to grow. Our ability to share, inspire and recognize new applications for materials is what allows for the growth of advanced devices throughout the industry, especially as it relates to bioceramic 3D printing.
Learn more about Himed’s material offerings here.

CAM Bioceramics
Gerard van den Houten, Head of Sales & Marketing
Differentiating Material. CAM Bioceramics’ calcium phosphate technology is built on more than four decades of experience as a pioneer in hydroxyapatite and tricalcium phosphate materials. Our expertise has resulted in a materials platform that is engineered to closely match the mineral composition of natural calcium phosphates, with a strong emphasis on high purity, tight process control and batch-to-batch consistency.
Our calcium phosphates can deliver reliable and reproducible material performance across different applications and manufacturing routes, including plasma-sprayed coatings, dermal fillers and granule-based solutions. The technology was developed in response to well known industry challenges such as variability in coating behavior, inconsistent material quality and difficulties maintaining performance when moving from development to scaled production.
Customized Solutions. Our calcium phosphate materials can be tailored across a broad range of material parameters, including particle size distribution, porosity, calcium-to-phosphate ratio, phase composition (hydroxyapatite, β-tricalcium phosphate, α-tricalcium phosphate, or biphasic blends) and particle morphology. This flexibility supports integration into different design requirements and manufacturing processes, such as plasma spraying, additive manufacturing, cement and composite formulations or granule-based material solutions.
Consistent Quality. We ensure consistency, quality and scalability by designing our materials and manufacturing processes with commercialization in mind from the earliest development stages. Our development materials are produced using the same equipment, processes and quality controls as commercial batches.
This “built-for-scale” approach minimizes scale-up risk, supports smoother regulatory submissions and ensures that material specifications remain consistent throughout the entire product lifecycle.
All materials are manufactured under an ISO 13485:2016–certified quality management system for medical applications, supporting controlled production, traceability and documentation.
Bringing Value to OEMs. Our team works closely with orthopedic companies throughout product design and development and often acts as an extension of their R&D and process development teams. We add the most value at the intersection of material science, design requirements and manufacturability, supporting informed material selection and process alignment early in development.
This collaborative approach helps OEMs shorten development timelines, improve design decisions and reduce technical and scale-up risk as programs move toward commercialization.
What’s Next. Our R&D roadmap is focused on advancing calcium phosphate materials that support emerging design and manufacturing requirements in orthopedic devices. This includes the development of loadable and multifunctional calcium phosphate structures intended to enable new approaches in implant design, regenerative material systems and controlled delivery concepts.
Across all development activities, we maintain a strong emphasis on material quality, reproducibility and scalability to ensure new materials can transition reliably from development into commercialization.
Learn more about CAM Bioceramics’ material offerings here.

Promimic
Ulf Brogren, Chief Commercial Officer
Differentiating Material. Promimic has developed a state-of-the-art nanotechnology that mimics nature, making it possible to create a unique bioactive surface on any implant. HAnano Surface is a 20-nanometer thin implant surface treatment composed of crystalline hydroxyapatite (HA) particles, which have the same shape, composition and structure as HA found in human bone.
HAnano Surface has proven to accelerate bone growth in over 30 in vivo and in vitro studies. Faster and stronger osseointegration has been demonstrated through biomechanical, histomorphological and biological evaluations in combination with over 2.4 million clinical implantations to date. The technology is different from traditional coatings by size and application method, and the nano-scale makes it suitable for all types of implants regardless of material and shape, even for 3D-printed implants without clogging the pores.
Customized Solutions. HAnano Surface can be used on all types of implants, regardless of size, shape and material due to its wet chemical application process. The relative simplicity of the process makes HAnano Surface extremely versatile. It is currently in successful clinical use on dental, orthopedic and spinal implants.
Consistent Quality. The wet chemical process behind the HAnano Surface makes it highly scalable for large processing volumes. Promimic’s processing company, Nano Processing Inc. (NPI) in Warsaw, Indiana, is currently serving the U.S. market. It has recently invested in new processing lines to prepare for future growth. Lead time is measured in days at NPI, while traditional coating suppliers are delivering in weeks or months.
Bringing Value to OEMs. Promimic focuses on supporting its customers by optimizing the surface treatment process, so it is optimal for a specific implant in terms of processing time and cost efficiency, and to improve healing and speed up osseointegration. The regulatory process for HAnano Surface is well proven, and Promimic supports OEMs through this process both with a registered Masterfile with FDA as well as directly in communications with FDA.
What’s Next. During the last two years, Promimic has developed a low temperature process to add HAnano Surface to materials like UHMWPE, PET and other soft polymers. The first PET mesh implants using this new method have recently been cleared by FDA and are in clinical use for spinal fusion procedures.
Promimic is committed to developing new surface treatments for implants to improve patient care. We’re currently focused on researching surface treatments for infection prevention to develop an implant surface with antibacterial and osseointegrative properties.
Visit BONEZONE’s comprehensive Supplier Directory to learn more about each of these suppliers and discover additional partners that are working with OEMs to drive progress across the orthopedic industry.