Copy to clipboard
Copy to clipboard 
Supply chain risk assessments are vital to running a successful business. Conducting these assessments properly for critical projects is a requirement because they ensure that all areas of risk are appropriately evaluated, documented and addressed during the initial supplier selection process. This article shows a design for manufacturability (DFM) case that transitions from a weak, narrow assessment in ideal conditions to a strong, broad assessment in non-ideal conditions, like today, thereby allowing for the creation of a robust supply chain.
Risk Assessment Example 1 – Ideal Conditions
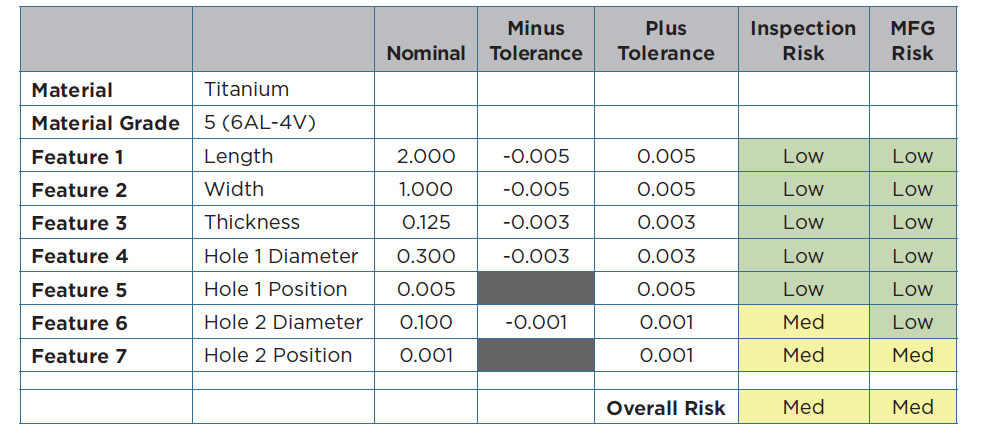
A company is making a rectangular titanium widget (RTW) for the medical device industry. The RTW has seven features, as shown in the technical risk assessment in table 1.
Scenario 1: To keep the development process moving forward, the sourcing team sent the drawing to ONE preferred supplier and validated that supplier during the design validation phase of the new product development. Supplier 1’s risk assessment is detailed in table 1.
Of note, the following risk categories are used throughout this article: green = low risk, yellow = medium risk, red = high risk.
Table 1: Supplier 1 Technical Risk Assessment (units=inches)

While Supplier 1’s overall risk is low, the approach of validating one supplier during the design validation phase is not optimal. The preferred supplier list is intended to narrow options; however, it is important to get risk assessments from several suppliers to enable design enlightenment.
Scenario 2: The sourcing team sent the drawing to two additional suppliers and had them complete the risk assessments. The results of these assessments are shown in tables 2 and 3.
Table 2: Supplier 2 Technical Risk Assessment

As seen in table 2, Supplier 2 flagged Hole 2 position as medium risk based on their ability to hold the tighter positional tolerance with their machine tool and their ability to measure the position of the hole.
This is important data for the design team, because a competent supplier is flagging a feature as something other than low risk. This should invoke a phone call between the supplier and the design team to understand the root cause of this higher risk. Perhaps Supplier 2 has the same exact machine tool as Supplier 1, but has less-experienced staff running it. Or, they may flag the inspection of the feature due to poor resolution of their inspection tool. If that is the case, then that is something that should be discussed at the annual supplier management meeting.
Table 3: Supplier 3 Technical Risk Assessment
In table 3, Supplier 3 has the same risk perspective on Hole 2 Position as Supplier 2, but they have also flagged the Hole 2 Diameter as medium risk. They may have a less-capable inspection tool or an inspection tool that is struggling to keep calibration. Either way, it gives feedback to the design team that the design is higher risk than they might have thought. Opening up tolerances on Hole 2 diameter and position would enable an overall lower supply chain risk by moving the risks of Supplier 2 and Supplier 3 back to low for inspection and low for manufacturing. This is simple DFM during ideal conditions.
Risk Assessment Example 2, Step 1 – Non-ideal Conditions
Now, take example one and add a pandemic to the supply chain. Any assumptions that a supplier would have uninterrupted production and delivery were incorrect. That is why the fundamentals of robust risk assessments in sourcing are critical. Assessments need to include both technical and commercial risks.
We reviewed technical risk in example 1. For commercial risk, the following should be evaluated: process, quantity of machines for each process step and the number of competent operators for each step.
For example, what if Supplier 1 made the entire RTW in one automated machine tool and inspected it with one precision coordinate measuring machine (CMM) and five deburr stations? Sounds great… only in theory. The following scenarios will highlight the reasoning.
Scenario 1: Supplier 1 has one automated machine tool and one precision CMM. There is also only one person who can run each machine. As shown in table 4, this results in a high-risk assessment. To de-confound risks, two subcategories are used: Quantity of machine tools and quantity of operators. In other words, three tools with one operator is much different than three operators trained on one tool.
For deburring, the risk is low. To meet demand, only one station and one operator are required, yet there is an excess of both deburring stations (5) and operators (8). Redundant capacity is ideal and often overlooked. In speaking with suppliers, you will find that their machines are rarely identical, and their operators’ skills vary. If you ask these questions upfront, a more comprehensive validation strategy can be put forth for Supplier 1.
Table 4: Supplier 1 Expanded Risk Assessment

Scenario 2: Supplier 2 has the exact same machine tool, deburr station and CMM tool, but they have two machine tool operators and two CMM operators. As a result of increased operator redundancy, their risk is now medium, as shown in Table 5 below.
Table 5: Supplier 2 Expanded Risk Assessment

Scenario 3: Taking redundancy one step further, Supplier 3 has both additional machines and operators, as shown in table 6. From a capacity standpoint, they are lower risk across the board.
Table 6: Supplier 3 Expanded Risk Assessment

Risk Assessment Example 2, Step 2 – Addition of Validation Risk
The next dimension of a robust risk assessment is the inclusion of validation risk. Does the supplier have the skillsets to perform validation to the customer’s required level? Can they write and execute a protocol flawlessly the first time? How much will the supplier charge for the validation if it is different from their normal validation? How long will it take to get the validation completed and reports submitted to the customer for review?
Let’s assume that the suppliers varied according to table 7. As is often the case, the answer may fall into a grey zone with high risk areas varying from supplier to supplier.
Table 7: Supplier Validation Risk Summary
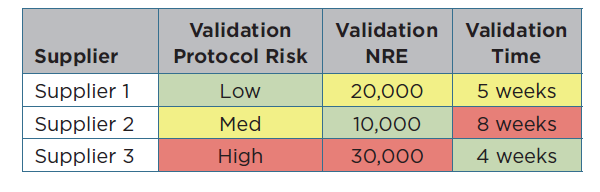
Here are some reasons that could explain the table 7 risks. While Supplier 1 may have validation experts on staff to handle a complex validation request, they may ask market price for the work. Supplier 2 may be able to handle the validation with less expensive junior talent, but they may require additional time due to learning curve(s). Supplier 3 may not have the in-house talent, but they may be able to subcontract it for an additional expense and guarantee the shortest lead time. These are just a few of many reasons you will see varied projections for supplier validation risk assessments.
Risk Assessment – Example 2, Step 3 – Addition of Cost Risk
As a final step, cost risk (unit cost) needs to be assessed and added to the analysis. Table 8 provides a summary of all risks.
Table 8: Risk Summary with Cost Risk Added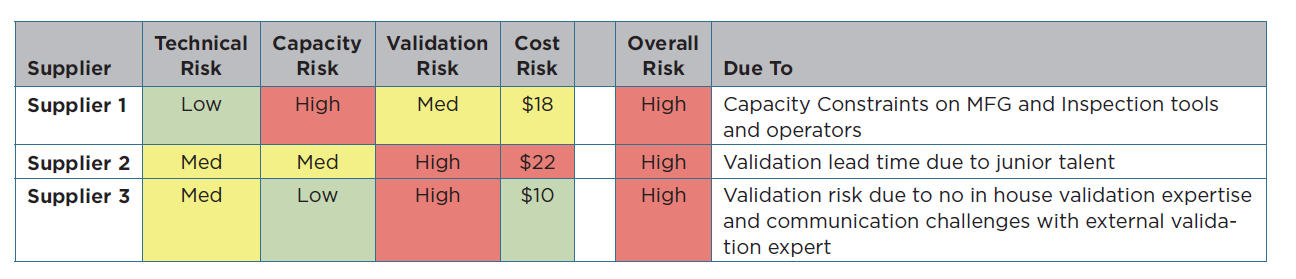
Now, all major potential risk areas have been assessed, and a supplier can not only be selected, but requirements can be made upfront to ensure that high-risk areas are remedied prior to proceeding. For example, if Supplier 1 was selected, a requirement should be that another operator is trained in the manufacturing and CMM cells to have operator redundancy.
Discussions should also take place to address up time for their tools and processes in place to ensure timely repair, including parts inventory, quantity and location. Questions asked should include: If a tool were to go down, how fast can a repair person be onsite? What are the most common issues with the machines? Do the service companies keep spare parts on site in the U.S. for those machines or do they need to order parts from another country?
When assessing the answers to these questions, make sure to consider both ideal and non-ideal situations. COVID-19 has highlighted how difficult it can be to obtain products during a non-ideal situation.
Conclusion
Using a thorough supplier risk assessment during DFM is critical in creating a robust supply chain that can prevail in both ideal and non-ideal conditions. The COVID-19 pandemic has highlighted that we are not yet a fully automated society. People and parts are needed to keep the final products moving. Redundant capacity within suppliers, as well as redundancy in validated suppliers will make the difference between who will succeed or fail during unlikely events such as a global pandemic or natural disasters like a hurricane. The world now has a new perspective. Take care and carry on with robust supply chain risk assessments.
Edward Jaeck is an industry leader with both OEM and contract manufacturing experience. Mr. Jaeck previously worked at Medtronic, where he held supplier quality and design assurance roles. He then took a director role at Lowell Inc, overseeing operations and quality and then strategic growth and business development. Mr. Jaeck specializes in helping firms with program management, stage-gate design reviews, risk management, quality systems auditing, GD&T, DOE and statistical validations.